Youtube on siitä vittumainen, että tarjoilee liikaa uusia aluevaltauksia... 3D printteri videot ja valut hiekkamuottiin kiinnostaneet jo pitkään. No päätin lähteä tähän 3D hommaan, ei tarvitse kuin ostaa kone... No mikä kone ja millä spekseillä, näissähän nykyisin valittavaa todellakin riittää!!!
Perus google haulla "best 3d printer" pääsee heti jujulle omasta valinnastani. Tilasin Tsekkiläisen Josef PRUSAn nimeään kantavan i3 MK3Sen, josta juuri viime syksynä 2018 on tullut päivitetty versio. Tämä keikkunut jo vuosia top 5 listoilla missä vain testeissä. On myös esikuva kaikille kiinalaisille rakennus-sarjoille joita löytää nimillä ENDER, TARANTULA, ANET, CREALITY CR jne jne jne....
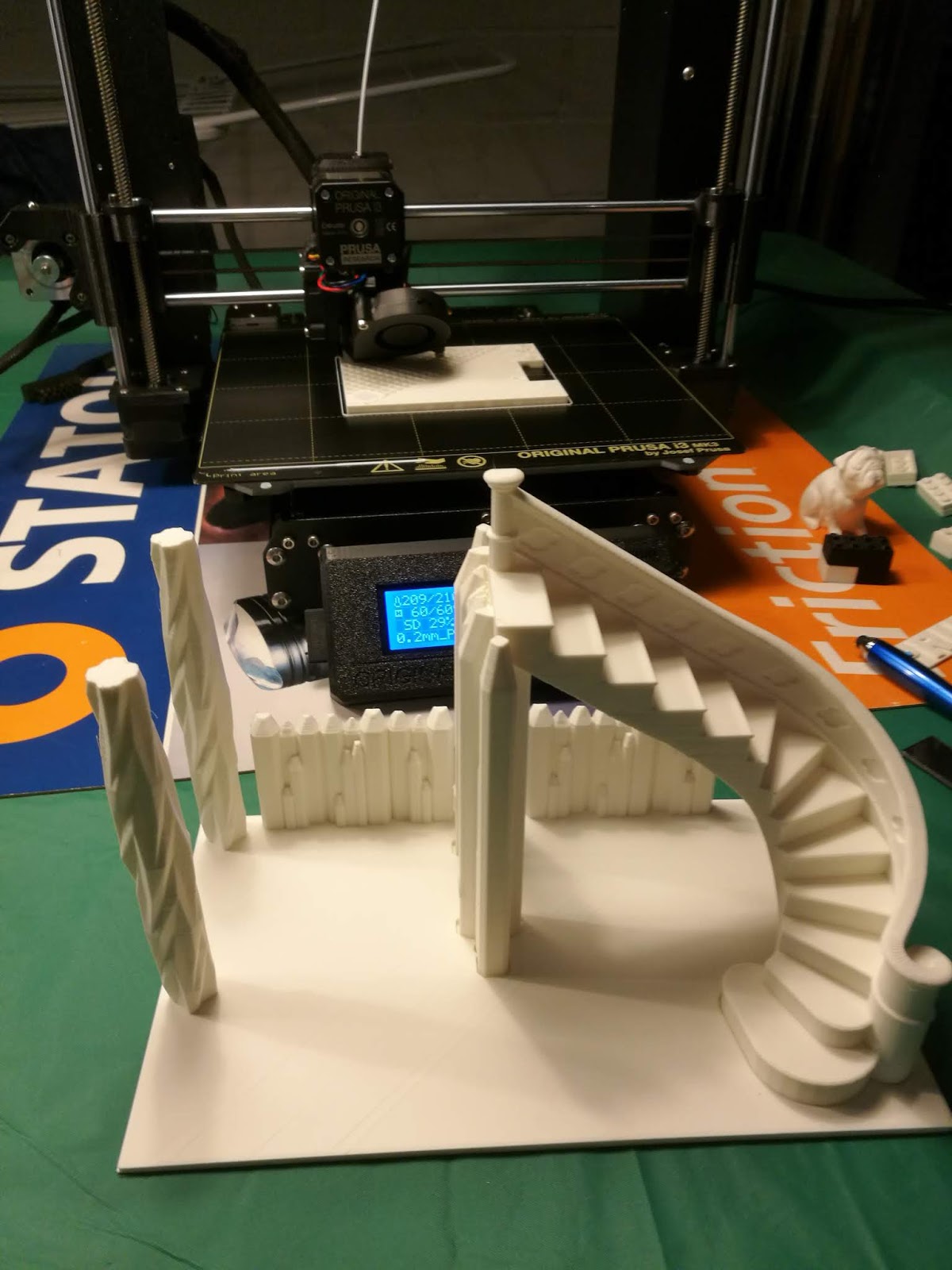
Prusa ei ole mitenkään suojannut tätä, täysin avoin ja sillä kinuski versioita jopa 100 dollarin sarjoina löytyy. Mutta mitä saa satkulla ja mitä tsekeistä keikautti kupin. Kuva tästä jo toiminnassa, jokunen tulosteltu testipalikka vierellä.
Päivän päätteeksi puhutaan laitteesta joka... steppereillä liikuttaa pöytää ja syöttöpäätä, jossa helvetin kuumaa sulaa muovia! Näillä sitten saadaan aikaiseksi se cad kuvan mukainen kampe. Nopeus tälle päälle on todellakin hätäinen, eli ihan paskimmilla kiina steppereillä en edes koittaisi.
300-400€ luokkaan on jo hyviä kopioita tästä, sekä jokunen omaa tekniikkaa käyttävä kampe. Valtavan harrastaja yhteisön ja itsensä Prusan tuen vuoksi päädyin itse ehtaan. Rakennus-sarja ja jokunen lisäkilo erilaisia filamentteja maksoi 830€ kotiovelle. Tämä pitää tilata Prusalta itseltään, heillä ei ole mitään jälleenmyynti organisaatiota.
Itse otin sarjan, mutta saa myös valmiina testattuna 200 lisähintaan. Prusa itse suosittelee sarjaa videoillaan, ja itsekin nyt tämän läjänneenä suosittelen. Oppii laitteen sielunelämän, ja hokaa missä kanittaa jos mekaaninen dilemma. Itselläni aikaa kului noin 12 tuntia kalibrointien kanssa.
Katselin ensin koteloituja laitteita, koska hyviä sellaisiakin löytyy. Voisi tällöin tallissakin pitää jo pölyn vuoksi, ja sisällä varsinkin kissa epäilemättä kiinnostuu kun avoin pää huitoo menemään. Näitä taas ei juuri sarjoina tarjota, joten hinta luonnollisesti nousee. Itselläni oli 1100€ hintainen Flashforge jo napin painallusta vailla.
Tsekin suitsutus muutti asian ja jäipä raha eurooppaan. Näinä kiinapaskan aikoina olen tällä tasolla valveutunut. Jos jotain tarvitsemaani saa euroopastakin, ei lisäeurot haittaa. Tsekki tuotteista muissakin yhteyksissä vain hyvää sanottavaa, kaljaa, koneistustavaraa ja pumpum. Hieno maa!
Kotelon tekeminen ei ole mikään ongelma, ja tällekin malleja ja kuvia on netti väärällään. Pelkkä pöly tai melusuojaus ei ole ainoa etu (tämä ei ole pahaääninen kuten useimmat sarjat). Tasalämpö itse tulostettavalle muoville on hyvä asia. Varsinkin kun mennään vittumaisiin kuten nailon jne hygroskooppiset, jotka siis imevät myös kosteutta.
Lisäksi osasta kuten ABS lähtee pirullinen käry, nailonista jopa vaarallisia huuruja hönkiä. Näin vähintään aktiivihiili tai HEPA suodatus on kaapeissa yleinen. Tulostusajat ovat helposti kymmeniä tunteja, joten huuruja kyllä irtoaa!! Tätä kirjoittaessa naputtaa bilispöydällä, ensin koitellaan mihin värkki noin muuten pystyy.
Kun paketti saapui oli kiima läjäämiseen melko raju. Ei tullut montaa kuvaa napsittua, mutta tässä mitä paketista löytyy...
Osat oli jaettu selkeästi laatikoihin ja pusseihin, joista kaikista löytyy numero ja osasisältö läjäämistä varten. Ohjekirjassa ei ole säästelty, varmaan 300 sivuinen värikuva opus, jossa jokainen vaihe koko selkeästi esitetty. Jos jossain on ongelmaa, Prusalta löytyy videoita joissa vaihe näytetään sekä kuvia seinän kokoisella resolla. Hauskuutena tuo namipussi, karkkeja saa syödä kokoamisen edetessä, merkintä aina ohjeissa :)
Teini tai muuten noobie mekaanisten värkkien kohdalla saattaa tarvita "isin" apua. Gatesin hihnoja muutamakin, ja kireyden säätö saattaa olla hankalaa. Lisäksi jokusessa kohdassa ruuvien saanti paikalleen oli koko perseestä, tuli heti mieleen miten tekisin ko palikan helpommaksi. Muutamassa kohdassa voi helposti myös särkeä osia, joten malttia peliin. Näin melko kokeneena jakopään tekijänä meni noin 9-10 tuntia itse masiinaan ja pari tuntia kalibrointiin/softaan.
Ensimmäiset tulosteet käristelin noilla arvoilla kokolailla ok. Muistikortilla on testitulosteita valmiina, joten heti ei tarvitse kuvia hakea mitä tulostaa. Pään matkaa petiin hienosäätelin myöhemmin, ei muita muutostarpeita havaittuna. Laatu hiluissa oli ok, tarkat hyvin leikatut alumiiniosat runkoon, laadukkaan oloiset Nema stepperit (tsekki ei halvimpia laita), ok laakerit ja itse muoviosat... No ne on tehty juurikin tulostamalla PETG muovista!! No mitä vittua tuumii useampi!!
Tässä Prusalla on mielestäni hyvää huumorintajua. Kaikkiin osiin löytyy kuvat heidän sivuiltaan, eli voit tulostaa varaosan itse. Jos joku epäilee, että ns. laatumerkkien valmiissa koneissa nämä on metallivalua tai muuta järeää, paskaahan siinä haukkaa, muovia ne kaikilla
on!! Ja saa toki minkä vain hilun Prusan nettikaupasta valmiina. Stepperit, laakerit, johteet jne ovat pääosin vapaata riistaa, eli löytyy nettikaupoista ja jotain jopa Suomesta.
Lisätään tähän heti ettei koko runko sentään ole muovia!! Pääkehikko on alumiini profiilia sekä levyä, jossa paksu eloksointi selässä.
Yllä kuva niistä muutamasta kokoamisen aikana. Itse runko ja johteet nousee hätäiseen, puolet menee tulostinpään ja elektroniikan sovitteluun. Tukeva kampe ja tuosta kehikosta päältä voi hyvin nostaa ja siirrellä.
Tästä voidaankin jo lähteä käyttokokemuksiin. Itselläni kone teki automaatti kalibrointinsa suoraan ok, ja vain suuttimen väliä petiin karvan säädin. Tämäkin on osa kalibrointia jota toistetaan, kunnes näyttää hyvältä. Seuraavassa kuvassa on koneen ensimmäinen printti.
SD-kortilla on siis valmiina useita testikappaleita sopivilla asetuksilla. Tämä on "umpipuuksi" PLA muovilla täytetty lätkä. Ei voinut kuin ihmetellä miten huitoi menemään! Samalla olin jopa yllättynyt, että kone toimi välittömästi näin sarjasta läjättynä.
20x90x4 millin lätkään meni aikaa yli 20 minuuttia. Voidaan todeta ettei ole hätäisen miehen harrastus, ja koneena tämä ei ole ollenkaan hitaimmasta päästä. Lätkästä resoluutota oli vaikea arvioida, niin heti perään slaissattu koirapatsas. Sisällä siis kennorakennetta, jottei filamenttia kulu kilotolkulla.
Tätä noin 50x50x30 koiraa kone huitoi muistaakseni 1h 50min. Kuvia netistä vertailuun löytyy hurumycke, ja omani vaikutti jopa hyvältä. Yksityiskohdat näkyy jo hyvin ja pinta oli verrattain tasainen. Ei siirtymiä eli kappale puri petiin ja ok pursotus.
Pinnan laatuun vaikuttaa miljoona asiaa, tämän opin heti. Nyrkkisääntönä voi sanoa, että pinnanlaatu paranee pitkällä tulostusajalla ja vice versa. Jos palikan pitää olla kulutusta kestävä, sisäisellä rakenteella on raju merkitys. Se miten tiheän ja tasaisen rattaan teet samasta kuvasta voi olla 10 tai 30 tuntia. Näissä olen tässä kohtaa niin noobie, etten ruodi enempää.
Mennään eteenpäin softan puolelle, ilman ohjelmia tällä ei tee mitään. Prusalla on oma speciaali Slic3r niminen ohjelmisto. Yleisimpiä ovat Cura ja Simplify3d, joiden koodia tämäkin syö. Muitakin käyttökelpoisia on, mutta Prusan oma helpoin lähtökohta ja lienee järkevin ensimmäiseksi ohjelmaksi.
Lyhyesti.. ohjelma syö STL muotoista kuvaa, josta tekee G-koodia printterille. Kuvassa muutellaan tukirakenteita, kerrospaksuuksia, nopeutta ja käytettävään muoviin liittyviä asioita eli tulostuspään ja pedin lämpöä jne jne. Ohjelmassa on paljon automaattisesti säätyviä funktioita, pro tason harrastajat voivat veivata itse lisää.
Helpoimmillaan kun kuva on pöydällä valitset tehdäänkö umpiluu vai ontto, ja millä täyttökuviolla.
Valitset mitä muovia käytät ja generoit G-koodin. Tämä kertoo heti tulostusajan ja käytetyn muovin määrän grammoina. Siirrät koodin SD kortille, nakkaat sen koneeseen ja painat nappia. Näin helposti homma toimii hyvien selkeiden kuvien kohdalla.
Internet on ihmeellinen ja valmiita STL kuvia on netissä jo tsiljoonia. Suurin sivusto lienee thingiverse.com mutta vain tiettyihin aiheisiin keskittyviä löytyy myös järjettömästi. Netistä kaivettujen kuvien laatu on mitä on, mutta paljon hyviäkin sopii sekaan.
Jos pärjää valmiilla kuvilla ja slicerilla, pääsee jo alkuun. Mutta jos on aikomus tehdä omia kuvia, tai puukottaa olemassa olevia on cad-ohjelman opiskelu edessä. Vuosia sitten pyöritin Solidworksiä ja Mechanicalia auttavasti, lue pakosarjan laippa onnistui. Nyt siis jälleen perehtyminen edessä. Ilmaisia hyviä löytyy nykyisin paljon. Silti joka ohjelmassa on omat metkunsa, eli opiskelu ottaa aikansa.
**************************************
Testit oli tehty ja oli aika koittaa muuta. Ikäänkuin kalibroinnin omaisesti hain useamman legopalikan kuvan ja koittelemaan. Kuten mainitsin netti on täynnä paskaa ja näistä 4 kuvasta vain yksi toimi jollain tapaa säntillisesti. Samalla siirryin myös PETG muoviin, jossa lämpötila nousee jo 240 kieppeille, PLA menee 200-215C riippuen valmistajasta.
Tässä on lämmitettävä peti, mikä ei joitakin vuosia aikaa ollut mikään itsestään selvyys. Lämmöllä homma paranee ja PLA lämmöt 50-60, PETG ja ABS 80-90. Muoveista PLA on se halvin, helppoa tulostaa hyvällä pinnalla mutta haurasta. PETG jo soveltuu kulutusosiin, mm. tämän printterin osat on tehty siitä. ABSää en vielä ole koittanut ikävien hajuasioiden vuoksi, legot on tehty siitä.
Kuvassa legopalikka testien tuloksia. PETG versiot jopa miltei toimivat, mutta tosiaan vaihdoin kuvia muovilaatujen välillä. Yhtäkaikki totesin että kyllä näitä printatakin voi, mutta kaupasta saa edelleen halvemmalla. Tässä laitoin liimaa petiin, mutta nyt todennut että puhtaassa pedissä pysyy ilmankin.
Tämä liiman käyttö liittyy enempi kiinteisiin peteihin, joissa saattaa jämähtää todella lujaan. Tässä on tuo PEI pinnoitettu magneeteilla liimautuva peti, jota voi taivuttaa. Palikat napsahtaa irti mukavasti.
Tämä irroitettava väänneltävä peti ei myöskään ole itsestäänselvyys. Suurimmassa osassa sarjoja on edelleen korkeintaan lämmitettävä kiinteä lasinen, tai jokin pinnoitettu peti. Prusallakin edellisessä versiossa oli juurikin kiinteä pinnoitettu versio. Näitä moni rikkonut palikoita irroittaessa, istuvat joskus todella lujaan!
Kone käy läpi 9 pisteen testin aina ennen tulostusta miten tuo alusta on kiinni. Osaa jopa korjata itse jos könöllään. Tämä ei kuitenkaan ole varsinaisesti laatuun vaikuttava asia, jollei unohtanut tyyliin langanpätkiä lämpöpedille. Kun ruutataan sulaa muovia ei ihan satkuissa liikuta. Suutin on tässä 0.4mm ja 0.2mm kerroskorkeus käytetyin.
Sitten halusin koittaa jo hieman isompia palikoita. Lähdin likalle koittamaan pientä Frozen linnan tapaista. Ensimmäinen palikka joka oli ns pohjalevy onnistui laakista miltei ok. Pinnalla hieman viimeiset koneen vedot näkyy, mutta yllätyin miten tämmöinenkin onnistui heti. Sitten alkoikin ongelmat, koneessa jo rappuset tähän tulossa.
Rappuset vaativat jo tukien käyttöä, jotka pitää slicerissa itse määrittää. Ohjelmasta löytyy "AUTO GENERATE" raksi näille, mutta tuo harvoin toimii hyvin eli kuvaa pitää kerroksittain tarkastella. Slicerista voi kerroksia katsoa kiepin tarkkuudellla, ja jo maalaisjärjellä näkee onnistuuko noin. Totesin että tulostusnopeutta piti tässä pudottaa roimasti. Erittäin ohuet tukirakenteet eivät tulostuneet muutoin kunnolla.
Rapuissa pelkät kerrostuet eivät riittäneet, vaan vaati myös rakennelman ympärille lisätukea "BRIM". Tämä on ylimääräistä tukimuovia suoraan petiin. Varsinkin jos pinta-ala on pieni ja kamppeesta tulee korkea, näitä yleensä tarvitaan. Kaksi sutta tein, ensin etummaiset tolpat kaatuivat ja toisella kertaa koko kökkö lähti sladittamaan pedillä.
Sinällään hyvä harjoitus, opin asioita melko hätäiseen. Turhaa tulostusaikaa meni noin 30 tuntia! Google ja Youtube ovat ystäviä, ja ongelmien syitä selvitetty hyvin jo valmiiksi. Suuri osa linkeistä vie usein juuri Prusan sivuille, harrastaja yhteisö on valtava!! Muutama kuva joissa näkyy tuo huttutäyttö mitä kone tekee palikan sisälle. Näissä sisustan täyttö eli INFILL 20%, joka on yleinen vain muotoa hakeville osille.
Kuten näkyy tuet ottavat melkoisen osan tulostusajasta, ja turhaa muovia kuluu. Nämä kone osaa tehdä todella ohueksi hutuksi, joka myös irtosi ihan sormin napsimalla. Niihin asetuksiin vain meni pitkä tovi, ja edelleen kehittymistä ja kuvan lukua huutaa. Pitää itse ymmärtää mitä kaavaa milloinkin käyttää, jottei tuet sula kiinni niin etteivät irtoa. Mattopuukolla muutama patti pois ja VOILA!
Siellä jo terassin kansilevy koneessa tulossa. Hienosti sopi noihin upotuksiin ja pikaliimalla palikat toisiinsa kiinni. Näissä kuvissa oli jo mittavirhettä ja pinnanlaatua koskevia bugeja heti lähtöön. Slicerilla niitä ei näe, joten CAD ohjelma jo siksi hyvä olla.
Ja muut ongelmat.... No törmäsin jo useana iltana ongelmaan, ettei mikään muovi ja palikka pysynyt pedissä kiinni ollenkaan. Liimapuikkoa ja hiuslakkaa koittelin, jotka yleisiä pidon parantamiseen. Pedin puhtaus on tälle todella tärkeää, sormenjälki rasvoineen näkyy pedillä heti!! Aliarvioin tämän ja asetonilla putsaaminen oli ratkaisu.
Itse muoveista jää pedin huokosiin tavaraa, ja paras puhdistukseen on raaka isopropanoli eli IPA. Tällä peti kannattaa pyyhkäistä jokaisen printin väliin. IPAa saa ponnepulloissa juuri elektroniikka hommiin useilta firmoilta, ja raakana mm. jäänestona tai autonvanteiden pesuaineena. 99.5 puhtaus on jo ok, mitä raaempi parempi.
Viinat eivät kuitenkaan riitä, vaan aika-ajoin peti pitää pyyhkäistä asetonilla, jopa teräsvillalla pieni hinkkaus. Asetonia ei pidä käyttää jatkuvasti, haurastuttaa itse pedin pintaa näissä PEI levyissä. Riippuen miten paljon printtaa 1-2 viikon välein.
************************************
Kone on nyt ollut ajossa noin 4 viikkoa, jo laskuria sanoo 1.75mm filamenttiä menneen 350 metriä ja käyntiaikaa 150 tuntia!!! Tästä toki menee kymmeniä tunteja susiin reenatessa, ja lisää sutta tulee. Silti homma alkaa luonnistua, ja olihan tämä varsinkin isompien palikoiden kanssa arvattavissa.
Arvio koneesta on OK. En millään usko kiinalaisen sarjan toimivan näin helposti. Ajatus lisäeuroille oli juurikin se, että kone toimii. Nyt säätelen ja opettelen lähinnä ohjelmien ominaisuuksia. Jos olet jo printtaaja, voit halvan sarjan ostaa ja modata. Näin kylmiltään tietämättä mitään luotin arvosteluihin ja laatuun. Pelkästään softissa on NIIN paljon ihmeteltävää, että paskalla koneella... Aloittelija ei tiedä kummassa vika, aikaa tuhraantuu ja kiinnostus hiipuu.
Prusa päivittää koneen firmwarea, kinuskeilla saa hakea jonkun puukottamaa. Tässäkin on Rasperry levyä käyttäville suoraan paikka, mutta nämä tai arduino kikkailut ei itseä nappaa. Halusin koneen joka toimii ilman jeesustelua. Osia saa ja nykyisiä sekä päivitettyjäkin löytyy, tähänkin saisi jo viiden eri filamentin syöttöpään. Eli jos tarvitsee veteen huuhtoutuvia tukia, tai useita värejä samaan printtiin jne.
Suurin osa halvoista sarjoista perustuu juurikin Prusaan, joten oli helppo veikata voittajaa. Annan vahvan äänen koneelle, täysin pystymetsästä kuukaudessa ollaan jo hollilla.
*******************************************
Koneella on nyt käristelty puoli kilsaa filamenttia ja noin 220 tuntia, ja kaapin tapainen on valmis. Kun kaapin mallia hakee törmää välittömästi "Ikea enclosure" malliin. Tämä on siis tehty muutamasta 5€ Ikean Lack pöydästä. Jopa Prusa itse on pistänyt kuvat sivuilleen, miten tulostaa osat heidän versioonsa.
Näissä usein pleksiseinät ja jaettu saranoilla jne. variaatioita miljoona. Elektroniikka ei pidä kuumasta, joten virtalähteen ja säätöpaneelin siirtoa kaapin ulkopuolelle moni tehnyt. Itse haen noin 40 lämpöä ja kuivuutta, joten saavat olla koneessa kiinni. Peräseinässä on aktiivihiili suodatin, jonka perään ajattelin tietokoneen tuulettimen laittaa imemään. Potikkasäätö wanhasta pelikoneesta valmiina, voi nostaa ja laskea nopeutta lähinnä pedin lämmön mukaan.
Googlaamalla "lack enclosure" pääse hyvin kiinni millaisia viritelmiä porukka on tehnyt. Helvetillinen määrä juurikin tulostettuja osia moneen käytetty. Itsekin pidin ajatuksesta, että tulostamalla mutta järjen rajoissa. Tähän tulostin saranat ja lukot plekseille, 60mm jalkojen nosto palikat ja filamentin ohjaimen.
Lack pöytä on siis liian matala, jotta filamentti liikkuu sulatuspäähän hyvin. Sillä nämä nostopalikat. Samalla niillä sai kaksi pöytyy paremmin ruuvattua toisiinsa. Nämähän ovat melkoista huttua sisältä.
Filamentti kela siirtyi nyt alkuperäisestä pitimestä pöydän päälle, ja sille tulostin 608 laakereilla olevan säädettävän varren. muutama kuva vaiheista...
Thingiversestä löytyy tähänkin ikea kaappiin satoja variaatioita. Valkkasin tämän näköiset "raisereiksi". Tulostin nämä PETG muovista 20% sisällöllä. Kestävää kamaa ja sai ruuvattua hyvin.
Tässä tuo kliffa pikavaihtoruuvi, jossa 608 laakerit. Eri valmistajien kelat sopii 50-65mm reiällä. Jenkatangon pätkällä kiinni tuossa puisessa pukissa, ei kaunein mutta hyvin pyörii. Tässä koitin ns. läpinäkyvää PLA muovia. Kuten näkyy mitään lasikirkasta on turha kuvitella. Näkyy hieman nuo tuet ja kerrokset, voi tutuille näyttää mitä kone duunaa palikoiden sisälle.
*******************************************
Nyt olen karvan aikaa konetta pitänyt tuolla kaapissani. Tulostelen täällä rintsikan kellarissa, jossa talvisäädöillä pitelen lattialämpöä lähellä 25C huoneilmaa. Pudottelin kiertoja pois talosta, ja lämpö kellarissa on printtien aikana ollut 20C. Laitoin kaappiin tuon mittarin jossa lämpö ja kosteus, ja kosteus on lähtöön noin 40%. Suuremmalla lattialämpökierrolla varmasti laskee reippaasti, eli talvisin täällä melko kuivaa. (No tämä on taas rintamamiestalossa asuvan höpinää, sivuuta koko höpötys)
Kun peti on nyt ollut 60C, lämpö kaapissa nousee 30C noin parissa tunnissa. Kosteusprosentti laskee tällöin 30%. Pidemmissä yön yli printeissä olen jättänyt toisen pleksioven raolleen, jotten grillaa koneen sähköjä. Jo hollille kaivamani poistoilmapuhallin näyttää tässä valossa tarpeelliselta. Tästä lisää, kun sattuu pitkä printti viikonloppuun kun olen näkemässä.
Noin käytäntönä olen oppinut mm. seuraavaa. Kun kone on kylmä ja painat kortilta printin päälle... no kone tekee esilämmityksen, mutta tällöin pää ei näytä tulevan tarpeeksi lämpimäksi. Useamman kerran ensimmäinen kierros on mennyt vituiksi, printti jättää naavaa suuttimelle ja ei istu petiin. Nykyisin laitan "preheat" toiminnon päälle muutamaksi minutiksi ennen tulostusta. Tällöin sulaa valuu useampi sentti suuttimesta, nyppää ne pois ja ohjelma päälle. Näin homma toimii käytännössä laakista.
Ensimmäisiin kerroksiin hidastanut konetta monesti noin 50%. Tässä on tuo lennosta nopeuden, suutinpään ja pedin lämmön muuttaminen mahdollista. Pari kieppiä hitaasti ja sitten ryki päälle. Kun nuo ensimmäiset kerrokset saa petiin kiinni hyvin, loppu yleensä toimii. Slicerin antama nopeus näyttää olevan liian nopea, varsinkin jos palikka tarvitsee tukia.
Mainostin olevani kokenut jakopään tekijä, ja kuinkas kävi... No sain parissa printissä jakopään hyppäämään, eli siirtyi hampaalla ja palikka vituiksi. Noiden linnunluisten jakohihnojen kireyttä on paha arvioida. En halunnut venyttää remmiä, joten uuden remmin kanssa varovasti. Hakee paikkansa näemmä melko nopeasti, joten jälkikiristys on suositeltavaa. Nuo Neman stepperit kestää kyllä vetoa, itse olin liiankin varovainen.
*********************
Sain suutinpään menemään tukkoon useamman kerran. Jouduin purkamaan koko suutinpään parikin kertaa. Ongelma oli, että filamenttilanka meni mutkalle syöttömoottorin ja kuumapään välissä. Tässä olin syyllinen itsekin... Menin muuttelemaan tukirakenteiden välejä ja kulmia, muka nopeuttaakseni hommaa. Näissä palasin kiltisti kohti tehdasasetusta.
Lisäksi tuolloin tulostelemani palikat olivat vaikeita PLA muoville. Tietyissä muodoissa syöttävä stepperi tikkaa kokoajan edestakasin, eli karva muovia kohteeseen ja pieni pakitus. Stepperi lämpiää näissä ihan helvetisti ja johtaa lämmön syöttöpyörään. PLA alkaa sulaa jo alle sadassa, joten hinkkaus tekee sen liian lötköksi.
Hölmönä ajattelin että suuttimen lämpö ei riitä. Nostin lämpöjä ja menin siis huonompaan suuntaan. Jälleen löysin netistä keskusteluja aiheesta ja nyttemmin tulostelen PLAta 200 tai karva päälle. Stepperi silti on perkeleen kuuma useissa tulosteissa, ja tähänkin apuja löytyy. Lisäpuhaltimen kuvia stepperin päälle on jos jonkinlaisia, ja sellaisen eräs versio kärisee juuri koneessa. Näillä lämmöt pudonneet 80c -> 40C eli ei turhaa hommaa.
Tämä tukkeutuminen koskee lähinnä PLA muovia. Järeämpien sulamispiste on korkeampi, ja ongelmaa ei huomaa. PLA menee siis helposti jo syöttövaiheessa niin lötköksi, ettei ratas paina sitä kunnolla suuttimen läpi. Passiivisiilejä on stepperin kylkeen paljon laiteltu, itse teen nyt puhallin version. Virran ryövään itse suuttimen tuulettimelta, ja vastaava 40mm puhallin.
Ensimmäinen taistelu ja epätoivo koettu. Epäilin rautavikaa, mutta paras kommentti jollain foorumilla oli " You are doing something wrong ". Näin oli, ja taas tikkaa nätisti. Suutin tässä on kuparia, ja sillekin tunnit tulee täyteen. Tilaan jonkin karkaistun teräs-suutin sarjan jossa eri kokoja. Pääsee senkin merkitystä koittamaan.
************************************
Puhallinkotelo syötölle on nyt asennettuna, ja Noctuan 5V puhallin selässä. Näin ihan sillä, että niitä Prusakin käyttää, vastaava jäähdyttää suutinsiiliä. Lankulla on vapaita 5V lähtöjä, jos sinne asti jaksaa virran vetää. Itse konahdin ja kuorin/tinasin piuhat sukan sisään. Virta on nyt ryöstetty tuolta siilin puhaltimelta, tykkää pyöriä haipakkaa.
Jälleen itse kotelo tulostui hyvin, paitsi juurikin eteenpäin näkyy kierros karvaa. Tämäkin on thingiverse kuva, joten osa sen piikkiin ja pedillä olisi kannattanut pyöräyttää toiseen suuntaan... Saa olla koska homma toimii, virrankin sain ok nätisti laitettua orkkis sukkaan.
Melko isoa kokonaisuutta on jo tullut tulosteltua. Seuraava on thingiversen muutamasta eri versiosta sekoitettu tulostusnopeuden ja sopivuuden puitteissa. Tähän sopii ikean cylinder vaasi päälle, ja osa varsista on kevytmiiniä. Kymmeniä tunteja meni hiluihin. Mitään osia ei ole maalattu tai hiottu. PLA silver ja virheet saa näkyä, niitä ei edes paljoa jäänyt. Lienee selvä mistä leffasta tämä on...
*********************************
22.7 Prusa on nyt ollut ajossa noin 3 kuukautta. Mittari sanoo tänään 515 tuntia ja 1065 metriä muovia. Karkeasti voi siis sanoa, että normi 0.4mm suuttimella 2 metriä lakua tunnissa. Suurimman osan palikoista olen tulostellut kiltisti 0.2mm korkeudella. Nyt uskaltautunut nostamaan kerroskorkeutta ja 0.3 on ihan ok, 0.35 alkaa olla normi suuttimelle liikaa.
Muutamaa pahaa tukosta poistaessa onnistuin lämpövastuksen johtoa vahingoittamaan, ja tuo on luultavasti kiusannut useamman viikon. Printit menivät kokoajan metsään ja syyllinen lienee hän. Prusan livetuen kanssa ihmeteltiin asiaa ja päädyimme tähän. Tosin myös siilin korkeus kuumapäähän ei ollut parhaimmillaan. Tilasin tarpeellisten hilujen lisäksi hieman lisää filamenttia ja 0.6 suuttimen.
Tällä en ole vielä montaa palikkaa tehnyt, mutta ero varsinkin nopeuteen on hurja. Tuon prusan testikoiran käräytti tällä 0.4mm kerroskorkeudella puolta nopeammin, ja silti pinnanlaatu ei ole dramaattisen huono. Kerroksella 0.2mm ei huomaa juuri mitään eroa. Kun reikä nousee 0.4 -> 0.6 on pinta-ala tupla ja sylkee myös tuon puolet enemmän muovia tarvittaessa. Kalibrointi ohjelma on isommalle hieman arsesta, koska tarkoitettu 0.4 suuttimelle. Itse tein tuon tulostamalla muutamaa jo tekemääni palikkaa ja säädin väliä lennossa. Hyvän arvon kerroin sitten kalibroinnille.
Suuttimen tukkeutuminen on tosiaan näiden värkkien perus ongelma, ja iso suutin vähentää riskiä.
No juu, vika tukkeutumiseen on paljolti kuvan säädöistä kiinni ei Prusasta. Tukirakenteet sitten taas nappaavat nyt lujempaa kiinni, tämän havaitsin heti. Nyt pitää hieman opetella säätöjä uudelleen, asiaa pystyy jälleen korjaamaan kuvan säädöillä.
Yhtäkaikki olen jo useamman yli 20 tuntisen palikan tehnyt, joissa pinnanlaatu ei ole mikään faktori. No nyt kun sellaisen turauttaa 10h on homma huomattavasti mielekkäämpää. Vaikka toimintavarmuus on ollut melko hyvä, on aina ikävä jättää masiina yksin yöksi hakkaamaan. Pahimmillaan kun on ihan tulipalo riski.
ABS koittanut, mutta en ole tykästynyt. Sain jo muutaman testin kärvistymään sille juuri ominaiseen tapaan. Vaikea saada pysymään pedissä kiinni. Sanoisin jopa ettei toimi kaikentyyppisille palikoille, oppii kokeilemalla. PETG on edelleen ykkös muovini ja PLA niihin helppoihin, joilla vain muoto tarve. Tilasin myös tuon prusan oman karkean levyn, sille he itse käristelevät kaikki koneenosat. Pistelen kuvia myöhemmin kun on onnistuneita vetoja näillä uusilla hiluilla.
*****************
No niin niitä kuvia. Kesällä tullut vähän käristeltyä, mutta muutama kuvatus 0.4 versus 0.6 suutin. Muutos on melko radikaali, syöttää tosiaan nyt tuplan muovia mitä alunperin. Ainakin Prusan oma sliceri näyttää tätä osaavan suhteuttaa ja pinnanlaadunkin voi säilyttää. Alla kuva Prusan koirasta...
Tässä vasemmalla se ensimmäinen tulosteeni koneella ikinä. PLA koira 0.2 kerroksella. Seuraava musta on PETG 0.2mm harjaantuneilla asetuksilla, eikä ole ollenkaan huono. PLA tykkää asettua paremmin, eli kerroksen vaihtoa ei huomaa niin selvästi.
Viimeinen oikealla on PETG 0.6mm suutin ja 0.35mm kerros. Tarkoittaa että koira valmistui puolessa ajassa, ja silti jopa tuo piskuinen naama on siedettävä. En ole mitään pikkutarkkaa noilla 0.2 kerroksilla vielä hinkannut, mutta tässä valossa iso suutin ei hommaa pilaa. Täytynee tämä kuuluisa naama 0.2 täräyttää joskus, saa oikean eron suuttimien välille.
Isompi suutin koska piiperryksiä en juuri ole harrastanut. Karkeita palikoita ja printit olleet isoja 10-25 tuntia koneaikaa. Nyt syötän vastaavat puolessa ajassa, ilman että toiminnallisuus kärsii.
Tämä on helvetin iso plussa!!
Esimerkki PLA 0.3 lelusta likalle... Nämä kaarevat pyöreät pinnat ovat vittumaisia, tässä näkyy tuo korkeus niin että tuntuu!! Tämä oli jo kuvana huono alun alkaen, pinnat eivät olleet pyöreitä vaan kanteista tehtyjä. Mitä tukien käyttöön tulee, niitä opin heti vihaamaan. Aivan turhaa nytkytystä koneelle, mitä vähemmän sen parempi. Tässä suhteessa juurikin hienosti suunniteltu 2-osainen lelu, ei mitään tuen tarvetta.
Kuten näkyy laakealle pallopinnalle tämä 0.3mm on jo paljon. En usko eron sinällään olevan kiinni suuttimesta, pienempikin tekee saman rajan. Tähän pitäisi prusan ohjelmassakin olla jippo, eli tekee pystyt korkeaa kerrosta, mutta osaa laskea paksuutta näihin pintakerroksiin. Eli laskee korkeutta itsekseen pinnanlaadun nimissä, kun kaarevuus ilmenee. Tämä oli kuitenkin kuvana niin huono, ettei pelkästään tällä kannata tuomita.
En ole kerinnyt tuohon korkeuden muutteluun perehtymään, samoin tukien muutokset jäänyt vielä tutkimatta. Vituttaa kun haluaisi vain jollekin ulokkeelle tuen, ja slicer piirtää ne koko palikan ympäri. Samoin vaikka palikka on muutoin höttöä sisältä, saa siihen vaikka umpiluuta osittain. Tarpeellisia toimintoja ja näihin tarkoitus perehtyä talvella (eli kun töiden päälle on pelkkää pimeyttä ja vitummoinen pakkanen)
Asensin myös Curan slicerin testiksi, mutta oli niin helvetin vaikean oloinen, etten jaksanut perehtyä. Tuossa palikkaa en saanut fiksusti lähelle, jotta näkisi kunnolla mitä kerrokset tekee. Samoin tuet jotka piirsi eivät ilman puukotusta Prusan ohjelmasta poikenneet. Tunnin siinä koitin jotain palikkaa pyöritellä, oli silti niin ja näin. Lienee fiksumpi pysyä siinä jonka jo jotenkin hallitsee.
Kaupan päälle Cura on 64bit, ja oma harrastekoneeni näille edelleen 32. Curan viimeisin 32bit on 3 vuoden takaa, joten en edes koittaisi, kaikki ominaisuudet aivan metsässä. Tämän asensin 64bit työkoneelleni, ja en pitänyt. Tässä Prusan slicer voittaa heti, varmaan monella muullakin 32bit ja Prusalle se käy.
Mitä olen oppinut ja perustuu Prusan omaan sliceriin... Ensimmäinen kerros tuppaa olemaan aivan liian nopea, pudotan nopeuden aina 60-70% tietämille. Jos vielä tukia, tarjottu nopeus epäonnistuu miltei aina. Mikäli tukia on paljon, käristelen edelleen koko palikan noin 70-80% nopeudella, muutoin varsinkin korkeat tuet tuppaa epäonnistumaan.
Jos kuitenkin selkeä palikka, voi nopeuden tuikata 100% heti kun petiin istutus on tehty. Nopeudella järkky vaikutus tulostusaikaan, joten parasta mahdollista kyytiä kannattaa käyttää.
***************
Tässä palikka tehtynä täydellä nopeudella... no tässäkin jarrutin petikerroksen 70%, mutta sopiva palikka 0.6 suuttimelle koittaa täyttä kyytiä. Tässä kerros 0.25mm ja hämmästyin... pintahan on helvetin hyvä!!!!!!
Kuten näkyy pientä naavaa kiepin lopetuksissa, mutta kyljet ei häviä mitään 0.4mm suuttimelle. Kerroskorkeus näkyy taas tuolla aivan pallopinnassa, muutoin hyvin huitoi täydellä nopeudella.
Tähän hieman näistä nopeuksista. Luultavasti suurin osa käyttää Curaa, yleisin kinuski koneille. Simplify3D kuulemma hyvä, mutta maksullinen. Jokin kokeiluversio on mutten ole perehtynyt. Prusan slicerissa on 5 eri tasoa, jotka perustuvat pinnanlaatuun. 0.6 suuttimelle tarjoaa kerroskorkeudet 0.15-0.40 nimillä DETAIL, QUALITY, SPEED ja DRAFT. Näissä säädettynä koneen liikenopeudet valmiiksi, eli käytännössä mitä parempi resoluutio sen hitaampaa.
Itse olen käristellyt tuosta keskeltä eli Quality ja joskus Speed. Quality nopeuksilla muuttanut vain kerroskorkeutta ja toiminut hyvin noinkin. Liikkeiden ja puhallin nopeuksien takana on NIIN paljon parametrejä, että sinne en ole mennyt sorkkimaan. Keskeltä kiinni taktiikka.
Valottuneet kuvat ovat raakoja, mutta käteen pinta tässä "Oktonauttien" koneessa on miltei silkkinen. Verrattuna hai alukseen, tämä oli erittäin hyvä kuva. Toki kerroskorkeus näkyy, mutta tällä totesin että 0.6mm käy tarkempaankin hommaan. Vielä kun muistaa, että vain hyvästä kuvasta tekee hyvän palikan. Ei siis kannata yrittää säädellä konetta paskalla kuvalla.
***************************
Syyskuuta mennään, ja prusan laskuri sanoo 1545m ja 24d 21h, tarkoittaa 600 tuntia koneaikaa. Suuttimen vaihdon jälkeen ei ole ollut mitään ongelmia. "Crash detection" on edelleen pois päältä, enkä sille näe tarvettakaan. Tuo kun aiheutti ne väärät hälytykset, joissa ikäänkuin jako hyppäsi.
Iso suutin tekee tosiaan tuista vittumaisempia irrottaa, lähinnä niiden väliä ja tiheyttä muuttamalla homma rokannut taas. PLA on edelleen se helpoin ja tukien irtoaminen ei juuri poikkea pikku suuttimesta. PETG oli jo normina vaikeaa näissä, eikä todellakaan helpottunut. Nyt myös "naavautuminen" on selkeästi lisääntynyt, kuva 0.4mm kerrospaksuudella.
Tässä jotain peitelevyä, sokkia jne kohlittu samaan printtiin. Kuten näkyy iso suutin ei saa syöttöä poikki siirroissa, ja hassua naavaa jää palikoiden väliin. Tämä irtoaa itseasiassa miltei sormin, eikä juuri vaikuta pinnanlaatuun. Silti pitkissä printeissä naavaa kertyy myös suuttimen kylkeen ja irtoilee aika-ajoin jolloin printtiin jää palaneen näköinen möykky. Joskus myös roikkuu kyydissä pidempään ja naarmuttaa vielä sulaa pintaa ikävästi.
Jälleen kamera on raaka ja palikat näyttää huonoilta kuvissa. Silti mm. nuo sokkatapit olivat halkaisijalleen täysin priimat. Menivät kohteeseen ilman santapaperilla hinkkaamista, jota väliin joutuu tekemään. Ei huonoa näin 0.4 kerroksella.
Harrastellut aina kaikenmoista leffareliikkiä, joten tein "Hellraiser" kuution (se kauhuleffa jossa äijällä oli nauloja päässä). No tästäkin tottakai useampi kymmenen versiota olemassa thingiversessä. Valkkasin tämän leffan tapaan ristiinkäännettävän, eli kaksi identtistä palaa joita voi kieputella. Ja ei huonoa ollenkaan 0.3 kerroksella.
Pinta mille tulostuu on helvetin pientä piiperrystä. Näin ollen oli ensimmäinen palikka jolle käytin alustaa eli "raft". Tällä tekee tiheän lankaverkon koko palikan alle, jotta pysyy pedissä kiinni. "overhang" näkyy tässä, ja pahenee mitä isompi suutin. Tarkoittaa pintaa joka tulostuu osin ilmaan, koska tukea ei riittävästi. Tätäkin korjaa asetuksilla, mutta oppi hieman kesken.
Lämpöä olen hieman nostanut, PLA 205 -> 215 ja PET 230 -> 240. Pitkää täyttä vetoa tehdessä syöttömoottori pyörii nyt todella haipakkaa. Tukkeutumaan tämänkin saa juuri liian pienellä suutinpään lämmöllä. Tämä postaus lienee turhin näistä askarteluistani, mutta tästä saa käsityksen mitä printterin hommaaminen tarkoittaa. Ei näissä vain paineta vitun enteriä, vaatii helvetillisen tuntimäärän perehtymistä tämäkin!!
********************************************
Muutama palikka vaati nyt väkisinkin pientä puukotusta cadillä. Tulin sitten perehtyneeksi hieman tämän hetkiseen tilanteeseen ja skeneen näissä. Taisinkin jo mainita, että tuskin järkevää reenata mitään puolivillaista ohjelmaa. Autodesk tai Solidworks niinkuin oikeassa työelämässäkin. No...
Solidworksiä ei enää harrastekäyttöön saa oikein millään. Opiskelijalisenssi tällekin on, mutta millään työväenopiston kurssilla tuota ei rekisteröi. Autodeskillä samoin saa opetus tai opiskelijakäyttöön 3 vuotta. Heillä sentään harrastelija saa kuukauden ilmaisen kokeilun päälle vielä vuoden puheaikaa. Ja tämä pätee ilmeisesti melkein kaikkiin eli mechanical, inventor, fusion360 jne.
Mechanicalia viimeksi käytin miltei 10 vuotta aikaa ja siinä "pursottamalla" kuvien piirtely toimi mielestäni hyvin. Kaikki eivät tykkää ja Fusion 3D hommiin pidetympi. Autodeskillä on se 2D ajattelumalli alunperin pohjilla, kun taas solidworks enempi 3D ollut heti. Nämä varmasti osin makuasioita ja oma cad osaamiseni vain harrastelua, ei oikeaa työelämää. Ja 10 vuodessa on tekniikka hurahtanut ihan helvetinmoista kyytiä!!
Päivän päätteeksi Autodeskillä on hauska selaimessa pyörivä TINKERCAD. Tuonne siis ihan vain rekataan tili, ja voit piirrellä mistä vain kirjautumalla. Sisältää lähinnä lapsille suunnattuja hassuja valmiita muotoja, mutta voit myös omaa kuvaa puukottaa. Tämä on riittävä moneen hommaan, muutat jotain reikien paikkaa tai palikan ulkomittoja, haluat skaalata kuvan isommaksi, leikata jonkin osan pois jne. Tällä jokusen palikan jo korjailin, ja käytön oppii muutamassa tunnissa jos yhtään kartalla hommasta.
Suosittelen koittamaan, on helppo tapa hommaa lähestyä, ja toimintamalli on autodeskin käsialaa. Ihan helvetin monimutkaisia palikoita tälläkin osaava pyöräyttää, vaikka lapsille opetusvälineeksi suunnattu lelu onkin. Samalla kun rekkaa tämän tilin, voi sillä vuodeksi sen oikean cadin ladata.
Kai tähän jokin esimerkki pitää laittaa.. Eräs hauska leffareliikki oli kuvana selkeästi liian pieni. Oikeat mitat 135% skaalattuna lähellä totuutta, ja oli vielä liian leveä. Tämän muokkasin juuri tuolla tinkercadissa, kuva tästä korjauksestani Prusan slicerissa. Aikaa ei mennyt kuin jokunen minuutti.

Ilmaisia on kuitenkin tarjolla vaikka millä mitalla, ja latasin itse koneelle FREECAD nimeä kantavan. Tässä toiminnot on jo pro-tasoa ja vaatii sitä perehtymistä tunteella. Jäänyt arvosteluissa jälkeen juuri siksi, että on jo melko vaikea käyttää. Näyttää kuitenkin olevan suosittu juuri jos etsii näiden kaupallisten kalliiden korvaajaa.
Käyttöliittymä on jotain näiden kaupallisten kovimpien väliltä. Tämä on open source joten selittyy sillä. Hyviä tutoriaaleja on youtube väärällään ja niitä jo jokusen tunnin katsellut. Tähän postiin ei mitään näytettävää, cad osaamiseni on se 0+ joten katsotaan millä tässä lopulta ryhtyy kuvia veivaamaan ja riittääkö edes aika...
*****************************
21.10. ja kone on ollut kovassa ajossa. Laskuri sanoo 2300 metriä lakua ja 32d 10h = 778h koneaikaa! Nakuttanut noin kuukaudessa yli 150h... Näin koska varsinkin tuo Tinkercad on yksinkertaisuudessaan osoittautunut loistavaksi helpoksi tavaksi puukottaa kuvia. Osin sen turvin tullut nyt tehtyä sellaisia osia, joita valmiina ei ollut ja jopa muutama tyhjästä tehty.
Suuri osa näistä on kohdistunut SRA-harrastukseeni. Nykyisin edes maininta aseista leimaa ihmisen hulluksi tai epäsopivaksi, ja kuva johtaa banniin sosiaalisessa meediossa. Näin ollen en tähänkään postiin niiden kuvia laita. Kuitenkin muutama huomio mm. ABS muovin osalta.
Tuo ABS tosiaan huutaa miltei koneen maksimi lämpöjä eli 240-250C tulostuspäälle ja 100C pedille.
Näillä lämmöillä on aivan pedin kyljessä oleva virtalähde ja emolevy todella kovilla. Näin ollen pidän kaappini ovea raollaan yli 5h printeissä, en halua grillata sähköjä vituiksi.
Epäonnistunut esimerkki -> kappaleen korkeus oli 170mm ja tyypillistä repeytymistä alkoi ilmetä noin 100mm korkeudessa. Näin tuolla 0.6 suuttimella 0.4 korkeudella. Sama ilmiö tapahtui parinkin palikan osalta. Kappaleeseen tulee siis selkeä jo nähtävä repeämä jäähdyttyään, mistä napsahtaa poikki todella helposti.
Vaihtoehtoisesti printtasin arskaan etukahvan, jossa picatinny kiskoon pidike. Kahva näytti todella hyvältä, ja tuntui väännellessä tukevalta. Kuitenkin napsu pöydän kulmaan sitä heilutellessa, ja kahva katkesi tulostetun kiskon ja kahvaosion juuresta. Sisäiset jännitteet siis jäävät melko rajuiksi ja tämä kohta oli vain 25mm pediltä.
Juttu lienee, ettei 100C pediltä enää riitä pitämään kappaletta tarpeeksi lämpimänä. Tuore muovi tulostuu liian kylmälle pohjalle. Näin ollen se kaapin lämpö auttaa varmasti, mutta elektroniikka pitäisi siirtää ulkopuolelle. Näin osa on tehnytkin, mutta itse en nyt jaksa moiseen kikkailuun lähteä.
Mitä tulee matalampiin pikkuosiin on ABS aivan toimivaa. PETG tykkää tehdä sitä nähtyä naavaa, jota tällä ei esiinny ollenkaan. Myös pinnanlaatu on huomattavasti parempaa, ja muovina kimmoisaa. Riippuen osasta mitä haluaa, huomattavasti parempaa kuin kivikova PLA. Mitä tulee hajuihin, jokin kynttilän sammuttamisen tyyppinen haju hieman leijailee. Mitään astmakohtausta tai silmien sumenemista en ole havainnut vaikka parin metrin päässä tikkaa. Filamentti on Prusan omaa Easy ABS nimellä menevää noin vertailuksi.
Filamenttia on tosiaan mennyt niin perkeleesti, että päätin koittaa lähempää toimittajaa. Otin Evillestä Frontierfilan keloja, joita suomi varastolla. Ei aivan tuntematon peluri, Prusan slicerissa on valintana tätkäkin lakua. PLA toimi kokolailla normaalisti, joskin tulostuslämpöä piti jopa hieman laskea ja jälleen naavoittaa hieman. Tätä en Prusan PLAaalla ole havainnut ollenkaan, joskin naava on erittäin pientä.
Kaveriksi otin kelan nailonia sekä POMmia, jota harvalla on edes tarjolla. Tästähän se magpul rojunsa tekee, joten pitääpä koittaa. Kuulemma huippu vittumaista saada petiin kiinni. Samoin tuo nailon huutaa sitä kelan kuivaamista, joten jätän nämä odottamaan kuuluisaa talvea jolloin muu talliaika ollut pienissä.
Villellä oli myös suhteellisen uutta tuttavuutta ASA. Tämän myös Prusa on ottanut valikoimaan, on parannettu versio absista ilman tuota vittumaista kerrosten halkeamista. Jos Prusa tätä haluaa tarjota on etuja oltava, joten otin kelan tätä testejä varten. Petiin istumista auttamaan minulla on jo tuo Prusan oma karkea peti, jolle printterin osat tehdään. En vain ole jaksanut koittaa, koska joutuu aina kalibroimaan...
No nyt uudessa firmwaressa oli loistava päivitys tähän. Eri printtilevyt voi ajaa omanaan koneen muistiin, ja valita aina haluamasi levyn, muistaa ne suoraan!! Saa jopa valita nimen itse, eli vaikka helpot KARKEA ja SUORA niin ei tarvitse arpoa. Käytin myös jo muutamissa printeissä INFILL MODIFIER ominaisuutta. Tällä saa umpikyrpää kohtiin jotka sitä vaativat kuten pultinreiät, vaikka kappale olisi muuten melko huttua sisältä.
Printtinopeuksissa olen nyt päässyt tämän hetkiseen maksimiin. En enää himmaa koneen nopeuksia, vaan vedän täysillä kokoajan ja 0.4 korkeudella. Mikään palikka ei ole enää irronnut pedistä. 200gr arskan tukin työntää alle 9h, mikä on helvetin hyvää kyytiä! Tilasin teräs-suutinsarjan 0.4-0.6-0.8. Suuttimien vaihto on ikävää puuhaa ja sitä en tee mielelläni. Kuitenkin tekisi mieli koittaa joitakin lasikuitua ja jopa metallia sisältäviä lankoja. Nämä taas syövät messinkisuuttimen jopa yhdessä yössä.
Näihin kuviin ja tunnelmiin, viimeisen kuukauden aikana hypännyt isosti tällä saralla. Voin sanoa että merkittävä lisä kenen vain härvelistin konekantaan, jos riittää aikaa perehtyä.
*************************************
Edellisestä postista noin kuukausi, ja rautasuutintestit tuli tehtyä. Nämä olivat e-villen halvat enemmänkin mustanraudan oloisia, muutaman euron ketale. Näistä tottakai 0.6 lähdin testaamaan ja ei lähtenyt homma hyvin...
Hyvää oli, että tulipa tuo uusi firmis pistettyä koneeseen, eli nyt on asetukset sekä suoralle että karkealle levylle. Mutta tuo rautasuutin ei ollutkaan ihan helppo pala. Useita testipalikoita meni pilalle, jo petiin istuminen oli huonoa ja viimeistään kolmas kerros lähti kuoriutumaan rullalle. Ilmiö oli samankaltainen oli sitten PLA tai PET.
Vinkkinä suuttimen vaihdon yhteydessä on tsekata tuon PINDA anturin korkeus. Päätin tehdä koko nollauksen, ja ei millään meinannut mennä testi läpi. Anturin varressa oleva huullos on melko karkea ja muovannut jo itselleen paikan kiristyspantaan. Sitä kannattaa heti nostaa yksi väli ylöspäin niin homma rokkaa. Eli älä jätä sitä liian alhaalle.
Itse testeistä, päivän päätteeksi lämpöä vain oli liian vähän. Tuo rautainen ei johda lämpöä lähellekään kuten messinki, joten jo PLA huutaa 240 ja puhaltimet minimiin. Tämän kun hokasin homma jo toimii jotenkin, mutta selkeästi jotain alilämmön tapaista oli itse kappaleissa. Karkeasti kuumapää +20C messinkiin nähden niin ollaan lähellä. Tämä vain tarkoittaa, että miten enää ABS tai PET onnistuu?? Muutenkin 250 tienoilla jo messingillä ja 260 korkeampaa en tuolla kelkalla koita!
Summa summarum... Vaihdoin messingin takaisin pinnanlaadun ja varsinkin palikoiden kestävyyden takia. Näitä rautaisia tarvitsee vain niihin syöviin filamentteihin. Niitä en ole vielä edes hommannut, joten mietin vielä toisenkin kerran onko tarvetta. Asiallisia rosterisuuttimiakin on, joilla lämpökerroin kohdillaan. Nämä sitten jo muutaman kympin pala, joten kenties sitten kun tosiaan tarve tulee harkitsen.
Otin useamman rullan lisää tätä e-villen frontierfilaa, lähinnä PLAata eri väreissä pääse joulupukki hommiin. Pirun pieniä keloja ja meinaavat alkuun hyppiä rullalta mikä on iso miinus. Tuon pienen naavaamisen lisäksi en muuta pahaa keksi itse madosta. Jälleen jos vedät perus 0.4 suuttimella mahdollisesti molemmat eli tämä naavaaminen ja teräs-suutin toimii paremmin. Edelleen muistetaan että 0.6 sylkee jo tuplat muovia, joten se mato ei kauaa vastuksen kyljessä viihdy. Suuri osa tämän postin ongelmista liittyy varmasti juuri isoon reikään, mutta 0.6 pienempään en itse enää vaihda!
PS. kuvia projekteista tullut laiteltua koko huonosti. Kaivelen kollaasin niistä joulupukki touhujen jälkeen. Juuri pyörittelin likan joululahjan kuvia ja printtiaikaa näyttää huutavan 50-80 tuntia riippuen minkä kokoisen teen, palataan kuvien kera.
****************************
No palaan tässä niiden kuvien kera tehdyistä palikoista. Tosiaan Prinsessa linna oli tapetilla joten ensin siitä. Likalla oli synttärit joulukuun alussa, joten annoin linnan jo silloin kun valmis oli. Löytyy Thingiversestä haulla "princess castle" haun kärkipäässä ja tämä on kolmikerroksinen remix versio siitä. Pienensin palikat 75%, jolla printtiaika putosi 10 tunnista 5 ja puoleen per isoimmat palat. kokoa jäi silti 26x38x57 cm eli miniprinsessoille soiva peli.
Linna oli valmiiksi moduleissa, jotka liimattiin yhteen. Kuvissa näkyy tuota mainitsemaani naavaa ja kela on frontiervillen PLA läpinäkyvää E-villestä. Ei ole merkittävä asia lähtee teräsvillalla pyyhkäisemällä, ja läpinäkyvyys toimii tarpeeksi ok.
Siinä palikoita valmistuneena ja sommitelmia miten istuvat, ja taisi isipapalla pari lestiäkin pudota tehdessä :) Kuten näkyy valo tulee läpi ihan mukavasti ja seuraavana lopputulos pleksialustalla....
TADAA!! Siinä linna istuu ikean box kehyksen päällä, patterikäyttöiset ledit alla ja muuta tuikku kynttilä kerroksissa. Heppoinen on myönnän eli ei aivan perheen pienimmille ja nostokahvat kylkiin jotkin laatikon vetimet. Sienissä nostin "SHELL" määrää niin että ovat umpitavaraa, tässä 3-4 kieppiä. Täyttö on 0-10 pinnaa, koska en halunnut pilata valoefektiä. Parempi pelata seinämäpaksuudella.
Läpinäkyviä osia oli 11kpl, tarkoitti 1250gr lakua ja 40 tuntia. Siniset ruudut ja katot vajaa 100gr ja pari tuntia. Tämä siis 0.4 kerroksella ja 0.6 suutimella. Liimattu tavan pikaliimalla joka istuu PLAhan kuin tauti, siirtoaikaa on 2-3 sekuntia!!!
Orkkis kuvilla oli porukka 0.4 suuttimillaan naurettavilla kerroksilla hieronut tätä jopa 150 tuntia!! Olin että no ei todella, ja kuvia slicerissa pyörittelin päädyin alle 50 -> 42h lopullinen koneelle, ja jokunen tunti puukotusta cädissä... Tämä on jäälinna, miten jeesuksen tarkka sen pitää 5 vuotiaalle prinsessalle olla, ai niin MADE IN CHINA unohtui pohjasta :)
Sitten muutama liukuholkki...
Keskellä original, oikealla PETG, vasemmalla ABS. Hyvin samantapainen on lopputulos molemmilla. Orkkis oli 44x1.5 ja kuvaa muutin karvan välissä alikokoon 0.5mm. PETG jäi lähemmäs 2mm seinämää ja ABS meni jo lähelle. Jälleen 0.4 suuttimella olisi oikea annettu kokokin toiminut, mutta 0.6 tekee näitä näin ohuissa. Pikkumopon haarukkaan menee, joten siinäpä kaveri tekee kestotestin kumpi parempi :)
P.S. ympyrän tekeminen on erityisen hidasta, tunti per pala 40x1.5x69mm= 19gr palikalle :) Kuvassa näkyykin miten näin pienellä seinämällä oleva istuu petiin todella lujaa!!! PETtiä jouduin oikein taltalla auttamaan!! Näyttää pahemmalta kuin on, asetonilla lähti nuo jämät ei erikoisia vaurioita petiin. 2mm leveä kerroksen korkea "PRIM" eli apukaulus oli istumiseen molemmissa.
SEURAA KUVIA JOTKA VARMASTI JÄRKYTTÄVÄT OSAA KATSOJISTA. SAMMUTA SELAIMESI JA POISTU VÄLITTÖMÄSTI VITTUUN TÄSTÄ BLOGISTA!!!
No niin eli muutama aseisiin liittyvä palikka. Aloitetaan SPEEDLOADER nimikkeellä kulkevasta, tämä oli varmaan ensimmäinen isompi palikkani 0.6 suuttimella 0.4 kerroksella. Palikka saattaisi mennä jopa 0.5, jolloin taas reippaasti pois tulostusajasta...
Kyseessä on siis lippaiden lataamiseen tarkoitettu painomäntä tapainen kampe. 10kpl kuteja railoon, painetaan mäntä alas ja hupskukkuu ovat lippaassa. Kolmella kiepillä tavan USA tuotteen lipas täynnä. No käytettävyys on vähän niin ja näin, talvella kun nippukyrvät oikein homeessa pitkän ratapäivän päälle... tavallaan OK, mutta itse jätän muistoksi hyllyyn.
Kerroskorkeuksien ja suuttimen merkitystä tässä oli tarkoitus esitellä, ja eihän tuo pahalta näytä, myös tukeva kuin perkele vääntelin ihan tosissaan! Näihin kantikkaisiin PLA toimii ihan ok ja on se helpoin tehdä. Hyvä seinämä ja päihin tarpeeksi kerroksia top ja bottom, toimii.
Tässä omaan arskaani tehty PETG kahva. SHELLIT tappiin ja runsaasti kerroksia yläpäähän, josta kiinnitys M-LOK kiskoon. Pienehköt tekstuurit kyljissä kärsi, mutta itse tappi tuskin 50€ Magpullista poikkeaa. Tällä jo useamman reissun käynyt ja toimii, kolahtelee reissussa ja kestänyt saman mitä 2mm paksu Rugerin alumiini railo. Tulostin tuolle hemmetin pienelle pohjan alalle 2mm kauluksella, ja hyvin pysyi Prusan suoralla levyllä.
Kuuluisa SUMMASUMMARUM eli mitä taas olen oppinut. Olen pitänyt lämpöjä käytännössä aina lähemmäs alakanttia kuin toista. Havainnut nyt että KYLLÄ, niitä saa ja pitääkin nostaa, kyllä se kone ne kestää! Kuumanpään rungosta lurpsahtanut rungon-osa sai pelkäämään pahinta, mutta se lerpahti ja silti 260-270C mennyt oikein hyvin. Samoin pedille esim ABS 110C ja repeytymistä en ole havainnut. Tämä edelleen vain mataliin palikoihin, korkeisiin en käytä varsinkin jos pieni ala.
Tykkään tosiaan näistä showroom tyyppistä mäncave aseista, ja seuraavaan jo joutui cädiäkin pyörittämään jonkin verran... Ettei nyt tule paha mieli kellekään, niin ase sisällä on ASGeen Shadow, joka tekee kuulapyssyjä ihan Zetorin (CZ) lisenssillä. Käytännössä on siis koko tarkka kopio, mutta sitä ehtaa en tähän PLA kikostukseeni laittaisi, voi olla kuula polvessa :)
Vähän joulupukki hengessä etupään hiluja punaisesta, kun musta loppui. Tulipa tämä tehtyä PETistä lopulliseksi, jo koko tukeva perkele siitä tuli. Silti tämä on vain showlelu, ja onhan tällä hauska kaljatölkkejä ammuskella :) Kuvissa paperilapuilla peitetty muutama henkilökohtainen info, ei sen ihmeempiä.
E-villen kelat ovat karvan vittumaisia, purkautuvat saatanan pitkään!! Näin ei koskaan ole prusan kelalla käynyt, laku tulee täysin suorana eikä kierry. Nämä kiinakelat ovat ihan helvetin vääntyneitä. Totesin että pakko se on jokin haitta tehdä, kumilärpytin estämään tätä purkautumista. Pidin ideasta, ettei kelkan tarvitse väkisin kiskoa lakua mutkien kautta ja laakeroitu pidin toimii prusan muovilla hienosti.

Tässä näkyy uuden petti kelan aloitus, hienosti meni puolisen tuntia. Kävin saunaan laittamassa valkeet, niin hupskukkuu vitullinen kieppi roikkuu kohta lattialla! Kumihaitalla tämän taklasin, mutta noinko edes siinä vapaassa oksassa pysyy kelalla! Prusaan olen oppinut luottamaan jopa yön yli printteihin, mutta jos laku on tätä ei onnistu.
Nappasin tuossa testiksi Clas Ohlsonilta heidän PETG kelansa ja siinä ohjurireunaa selkeästi enemmän. Silti jo heti ensimmäiset kiepit on ihan helvetillisellä mutkalla. Työnsin lakua kaappiin vaihtoa varten, niin oitis pomppasi kieppi varteen. Laitoin tähänkin sen gummihaitan paikalleen, taitaa olla näissä kiinamuoveissa sama homma, oli sitten millä merkillä vain.
Ison suuttimen myötä lakua kuluu huomattavasti enemmän versus käyttötunnit. Laskuri sanoo nyt...
3200m lakua ja 1018h tunteja. 240 tunnissa olen käyttänyt 900m lakua!!! Ja hitmiss ratio on edelleen pieni, roskiin mennyt vain teräs-suutin testejä. No juu ja muutama kelan purkautuminen, jotka taklattu. Alun tarinaan verrattuna olen siis jo monelta osin tehnyt hallitukset, ja kääntänyt takkini. Joitain asiavirheitä korjaillut, mutta tämä kuten muutkin blogin tarinat pidetty kasvumatkana.
**************************
31.12.2019 uusi vuosi on jokusen tunnin päästä. Muutama huomio mitä koneen aikana on jäänyt haaviin, eli kuuluisa jälkiviisauden summaus...
Ensimmäinen ja varmaan merkittävin on nuo lämmöt. Liian hellällä kädellä olin liikenteessä varsinkin tällä isommalla suuttimella alkuun. 20 rohkeasti sen päälle mitä normi suuttimella. Youtuubissa oli jotain oikein murtolujuuksiakin testailtu 0.4 suuttimella tehtynä. PLA ja PETG mitä eniten käytän olivat kestävimmillään, eli kerrokset sulivat kiinni parhaiten 230-240. Ja näin korkealle harvoin menin normisuuttimella. Pinnanlaatu kärsii, mutta käyttöosilla who cares!
Muoveissa on eroja ihan valmistajienkin välillä ja tämä Clasun PETG vaikutti muuten ihan OK kamalta. Naavoittaa vähemmän ja sillat näyttävät karvan paremmilta kuin vaikkapa Evillen kamalla. Tampereen nurkilla ei keloja löydy oikein mistään kivijalkakaupoista!! Tämä siis vinkkinä, jos pakko jostain heti saada. Vielä en ole oikeastaan todella huonoa muovia ominaisuuksiltaan löytänyt, miinukset lähinnä kelaamiseen liittyviä. Prusan vastaavaa ei ole ollut hetkeen, täytynee kohta tilata jokunen musta kela taas vertailuksi. Mustaa ainakin itselläni menee eniten.
Koneella on tosiaan nyt mahdollista käyttää useampia levyjä, jotka voi nimetä valikkoon. Tätä myötä tuota karkeapintaista PEI levyäkin tullut testailtua, ja tottakai hyvinhän tuokin toimii. Itselläni vain ei
ole ollut ongelmia suorallakaan levyllä, sillä testit varmaan lykkääntyneet. Hyvin irtoaa myös karkeasta joskin huomaa että PETti tarraa melko lujaan, niin kova on pamaus kun levyä vääntää.
Ensimmäisen kerran muistan tuota koittaneeni pitkään kapeaan palikkaan, joka tykkäsi lähteä reunoilta nousemaan. Äkkisältään tähän ongelmaan ei ollut siitäkään apua. Lopulta helvetin leveä primmi auttoi. Näitä oli enemmänkin niin puukotin palikan vielä niin että sain sen pystyyn. Sanoisin että juuri tässä karkea levy on parhaimmillaan, eli kun pinta-ala pieni ja palikka korkea. 206mm tatti seisoo hienosti 7,5 tunnin printin, leventyi vielä yläpäätä kohti eli keräsi mukavasti vipuvartta.
Käpristyminen ei ole vain ABS ongelma vaan näin minulle on käynyt myös PLA ja PETG muovilla.
Kapeat pitkät palat, varsinkin jos ulokkeita joilla pieni pinta-ala ovat välillä vittumaisia. Ylilämpö pedillä, sekä puhalluksen pienentäminen suuttimelle auttaa. Yksi keino on pienentää seinämäpaksuutta ja lisätä taas täytettä. Näin palikka on tasaisempi rakenteeltaan ja pyrkii kutistumaan vähemmän. Kaikki muovit kutistuu jäähtyessään, joten järkeenkäypä asia.
Pieni vaaka on erittäin kätevä kelojen kanssa touhutessa. Mittaan nykyisin aina koko kelan painon ennen aloitusta ja kirjoitan kylkeen. Riippuen lähinnä kelan mallista ovat menneet 1195-1280gr väliä. Näin pystyt arvioimaan mukavasti riittääkö kelan jämä johonkin pienempään printtiin. On nimittäin ihan helvetin vaikea silmällä arvioida! Punnitus onnistuu tuossa laakeroidussa varressakin hyvin, se minulla painaa 720gr.
Joitain (no itsellä jo perkeleesti) työkaluja on parempi olla heti kätösillä! Tämä kun on fiiniä sisähommaa olen pyhittänyt touhuun ihan omia kaluksia...
- Akkupora, teriä siihen 1-10mm 0.5 välein. Puuporat joissa aloituspiikki on muoviin käteviä, normi terä lähtee vaeltamaan helposti. Valmiita reikiä parempi isontaa tavan terällä.
- Ruuvikärkiä, kuusiokoloja ja pienimpiä mutterikokoja on hyvä olla kätösillä. Ruuveja ja pultteja kävin oikein erikseen hakemassa välillä 2-6mm eri pituuksissa. Eivät maksa oikeastaan yhtään mitään alan liikkeessä, kympillä saa useita satoja. 1/4" herrasmies näköinen räikkäväännin setti johon käy myös kärkipalat ollut hyvä.
- Viiloja pitää olla!! Ainakin muutama latta ja pyöreä eri halkaisijoissa. Näiden kaveriksi setti pieniä timanttiviiloja on kova sana. Pelkällä rautasahan terällä tehnyt myös ihmeitä. Jokin suora taso hyvä olla, itselläni pala paksua vaneria ja tavan hienohkoa santapaperia -> 240 -320 - 400 arkkeja. Tätä plaania tulee käytettyä yllättävän usein, pursetta palikoissa riittää.
- 60w kolvin olen myös jäädyttänyt pannuhuone käyttöön. Tähän normipään lisäksi piikki, käyrämalli ja leveäpää. kolvilla on pirun hyvä mm. lämmittää muttereita niin että "vulkanoituvat" palikkaan kiinni. Toimii myös pieneen korjailuun ja hellällä kädellä nurkkien pyöristelyyn jne. Useamman "sinnepäin" palikan olen tällä korjannut toimivaksi.
- Ruuvipenkin tapainen on jees. Ollut käytössä pöydänkulmaan kiristettävä jota voi pyöritellä ja kiristää eri asentoihin, joutushommiin suunniteltu. Ikävä käryhän näistä lähtee joten pannuhuoneessa on ihan lidlin kokoontaittuva "puusepän" penkki. Siinä yleensä nämä mutterijoutokset jne teen.
- PIKALIIMAA!!! sitä ei koskaan ole liikaa. käytännössä on sellaista perkelettä, että tarttuu mihin vain muoviin. Pitää lähinnä varoa ettei laita liikaa, pursutessaan tekee niitä valkoisia länttejä. PLA istuu toisiinsa muutamassa sekunnissa, joten istuta hyvin!! Muilla hetki aikaa enemmän touhuta. ABS sulaa asetoniin, joten sillä tahnalla niitä porukka liimaillut. Tämä siis vain abs muoviin hyvin toimiva.
Näiden päälle muista pyyhiä levy joku printin alkuun IPAlla joka yli 99.5 puhtaudella!! Itse käytellyt tuota PRF merkkistä ponnepulloa, kätevää siitä suihkaista paperiin. Kolmas 220ml pullo taisi juuri lähteä, eli ei ole kustannuskysymys. Tavan PEI levy huutaa karkeasti kerran 1-2 viikon välein asetonilla pyyhkäisyn. Kyllä sen näkee koska wanhat printit edelleen loistaa levyssä.
Näillä siis kohti 2020!! 3800m lakua ja 1230 tuntia nyt kone tikannut. Liittynyt muutamalle foorumille, joilla porukka yleisimmin tuskailee juuri koneen itsensä ongelmien vuoksi. Voin sanoa että Prusa tässä suhteessa kannattaa, kaikki ongelmat olen itse aiheuttanut. Kannattaa miettiä onko se noin 800€ liikaa, sillä niin ne kinuskitkin kiirineet 4-500€ vähänkään samalla tasolla olevat.
Prusalta tuli juuri pienemmällä alalla oleva melkein valmis paketista 400€. Melkein tekisi itsekin mieli testiksi ostaa, mutta en jaksa nyt uusia leluja. Vieressä tikkaa markkinoiden paras kone kategoriassaan, sitä on turha kiistää!!!!!!!
**********
Joulukuu 2020, ja johan on ollut eriskummallinen vuosi!! Edellisen postin aikaan ei koronasta ollut vielä hajuakaan. Tahti ensihuuman jälkeen laantunut, mutta 5150m ja 1520h sanoo nyt. Isolla suuttimella ja korkeilla kerroksilla tunteja ei niin paljon tule, mutta 1350m näyttää filamenttia menneen tässä noin vuoden aikana. Tuossa muutamaa joululahjaa printatessa tuli mieleen päivittää tätäkin.
En jaksanut itsekään löpinöitäni lukea läpi olinko jo maininnut, mutta jossain kohtaa huomasin kiskojen tai oikeastaan laakerien olevan kuivan puoleiset. Näissähän ei ollut kuin öljyä läjätessä. Purin sitten kelkat ja laakerit ja tungin niihin ihan litium rasvaa, jossa järkevä perusöljy noin 200cst. Kaikenlaisia ihme silikoni tötteröitä tähän hommaan tarjotaan, mutta on mielestäni turhaa hommaa. Kelkat ovat kokoajan melko mukavassa lämmössä, joten rasva on notkeaa. Litium yleensä mielletään peruskuraksi, eli halvimmaksi rasvaksi mitä on mutta... kun taas mennään oikein kunnon kiekkakoneisiin kuten karamoottorit tai lineaareihin, tätä se vain usein on. Kompleksit ja kalsiumit ovat niin pitkäkuituisia, että jarruttavat menoa. Hyviä työkoneisiin, mutta ei tänne hienomekaniikan ja satkuja tekevien värkkien puolelle.
Käytän vain Prusan omaa Sliceria, ja firmikseen on tullut uusia jippoja mm. tukien käyttöön. En ole tuota uusinta ottanut, koska siinä oli pitkään jotain ongelmia. Voi todeta että suuruudenhulluus kostautuu, ja Prusakin saanut kuraa niskaan. Tuo Prusa mini oli osin susi, eli helvetisti takuutouhua oli niissä julkaisuhetkellä mm. näytöt eivät toimineet. Nyt nuo taklattu ja kuulemma kokolailla toimiva kampe, joskin vierastan tuota Bowden tyyppistä langansyöttöä. Tuohan oli printtauksen alkupään juttuja ja kaikki pyrkineet siitä pois tähän direct drive aikaan. Kuitenkin halpa Prusa, ja tämähän on käytännössä valmiiksi läjätty toisin kuin MK eli vain muutama ruuvi ja menoksi.
Prusa XL eli 400mm palikkaa vetävä on juuttunut koronan rattaisiin, joten saa nähdä koska sellainen tulee. Hinta ennuste oli 1400€ nurkille, joten nyt on Prusalla taas pommi kädessä. Koko vetotavan muuttaminen coreXY on täysin toista kuin wanha kunnon MK-sarja. Nyt siis mennään suuntaan jossa koko printteri on neliskanttinen alumiinikuutio. Sulapää liikkuu helvetin pitkien hihnojen varassa, ja aika monella hyvälläkin tämän tyylin printterillä on ongelmana noiden venyminen. Tulostettava palikka ja koko peti laskee sitä mukaan kun kerroksia tulee. Eli täysin uusi tapa Prusalle, joten tällä kertaa en usko edes laatuun, hyväksi todettuja kilpailijoita paljon alle kiloeuron.
Mitä tulee tähän kunnon MK3seen, onhan tämä helvetin hyvä vehje. En edes muista milloin viimeksi printti meni vituiksi, kuluneen vuoden aikana nolla. Edellyttää toki kokemusta lukea kuvia, jotta ymmärtää mihin kone pystyy. Aloittelijalle jolla aikomus tulostella muutoinkin kuin ensihuuma on edelleen vahva suositus. On helvetin hyvä kampe!! Tuolla juuri 0.6 suuttimella 0.4 kerroksella joululahjoja kärisee. PLA matskuna 230 lämpö, kun tosiaan tuplat lykkää muovia versus normi 0.4. Slicer antoi 6h printtiaikaa, tein ekat kerrokset norminopeudella ja nostin tunella 115% -> 4.5 tuntia. Helvetin monta palikkaa kokolailla näin turautellut ja no problem. Kerrokset hieman näkyy enemmän tunella noston jälkeen, mutta toimii eikä haittaa jos se palikka vain juttu sinällään. Kulutusta kestävät tottakai oma juttunsa, sen ymmärtää jokainen.
Hassu vuosi tosiaan ollut ja välillä kesti kelojen saaminenkin viikkoja, kun jokapuolella tavara loppu. Tosin ongelma edelleen päällä, on monista kaupoista yleisimmät laadut SOLD OUT. Josko tämä 2021 syksyyn normaloituu, oma veikkaukseni....
***************
Lokakuu 2021... No johan meni veikkaukset vituiksi, sillä nythän tämä korona vasta oikein näkyy :O Koko maailma on tyhjä komponenttihiluista, alumiinista, muoveista jne ja ihan joka alalla toimitusajat venyneet tolkuttomiksi. Tämä postaus olkoon lähinnä pienehkö tilannekatsaus, sillä printtaaminen on itselläkin jäänyt vähiin. Juuri katsoin laskurin ja metrejä nyt 5302 eli vaivaiset 150m tämän vuoden aikana!!
Varsinaisesti kyse ei ole sinällään innon hiipumisesta, vaan realiteeteista ajan kanssa. Kylmä talvi tuli puuhattua lähinnä metallikässyjä. Loppu talvi meni ikäänkuin lepäillessä Cyberpunkin ja series Xän parissa, kun niitä vihdoin oli ihan myytäväksi asti!! Nythän nuokin taas loppu, ja pleikkamiehet saa vitostaan odottaa varmaan 2022. Mökkikevät aloitettiin jo viimeisten lumien aikaan, ja siellä hommaa oli aivan perkeleesti!!
Näin ollen ei ole jaksanut panostaa mihinkään protoihin ja kuvien piirtelyyn. Muutamia palikoita esmes jyrsinkoneen mittasauvan suojaan päätypalat, rasvasokkelo sorviin, heittokellon nuppi, uuteen sorviini kyltti nussitun tilalle.. enempi vähempi tallivehkeisiini tarvittuja juttuja.
Kuten näkyy en jaksanut edes lankaa vaihdella kun punaista koneessa oli. Tuo sorvin kyltti sitä oikeasti huusi, ja lastusuojan päissä hyvä muistutus... varo nyt perkele kun menit tuohon etupuolelle mittasauvan laittamaan!! Joulu tulla jolkottelee, niin pukin konttiin saadaan lakua hyvä pätkä vielä menemään.
Itse koneessa ei mitään ongelmia, vaikka seissyt 4 kuukautta printtien välissä. Tämän totesin tallennettujen palikoiden päivistä. Käytössä on edelleen orkkis printterin mukana tullut kortti, ja se indeksoi nykyään tovin. Ihmekös tuo kun virrat päällä nyppinyt pois satoja kertoja. Täytynee oikein ostaa uusi :) Tästä varmaan hokaatte, että en ole lähtenyt mihinkään suoraprintteihin. Tarvetta ei ole ollut, joskin sillä laatu vielä paranee. Fyysisesti en jaksa letkuttaa konetta tuohon, joten kortilta vedot on kätevä tapa.
Mitä Prusaan itseensä tulee, firmikseen on tullut moniakin juttuja. Yksi niistä "ironing" eli halpis merkeillä jo kaaaauan ollut juttu, jossa kuumapäällä pyyhkäistään viimeinen kerroksen naavat pois. Tätä tehnyt mieli koittaa, mutta uusinta en ole vielä laittanut. Tässäkin oli Prusalle aiemmin tavatonta takeltelua, useamman patchin joutuivat värkkäämään koko softaan. Liittyivät lähinnä slicerin ominaisuuksiin, mutta sen juttuja vähän käyttänyt nytkään. Huomannut kokemuksesta, että jos se toimii.. ÄLÄ KOSKE!
Jos nyt tilaat koneen on merkintä MK3S+ (vain plus lisänä). Merkittäviä muutoksia ei ole, uusi anturi "superpinda" tason mittaamiseen, jokunen muovipalikka korvattu metalliklipsuilla ja laadukkaammat laakerit. Uusi STL kuva tarjolla, jos haluaa tulostaa itse puhaltimeen "paremman" kehyksen. Päivitys-sarjan hinta oli 80€ luokkaa, eli pienissä mennään. Monikaan edellisen S omistaja ole kiinnostunut näistä, mitä foorumeita katsellut. Ei ole tarvetta ja peti harvoin ongelma. Laakereita vaihtelee muutoinkin hihnojen kera, jos isoa huoltoa tekee.
Nyt kun MINI tuli markkinoille 32bit laudalla, lienee se oikeastaan kiinnostavin päivitys. Tarkoittaa huhuttua MK4 prusaa joka hyppäisi 8->32. Sellainen jos tulisi, pitäisi Prusan hinnoilla olla muutakin hyvää jippoa mukana. Kinuskeillä jo Endereissä ja vastaavissa 32 lauta ollut tovin. Nyt kun hihnahelvetti XL on jo tavallaan esitelty Dubain messuilla printtaustorneina, lienee se suunta. Kun nyt ei vaan Josef haukkaa niin isoa kakkua, että menee se luotettavuus. Kun lähtee leikkimään bisnesmaailmaan unohtuu ne kuluttajat hätäiseen, ja meidän kuluttajien kanssa on maine luotu.
Tuo MINI oli jo pieni floppi luotettavuudessa, varsinkin niitä hienoja näyttöjä vaihdettiin takuuseen ihan kyrpänä. Toimittivat kyllä kiltisti takuut, ja tällä hetkellä tuon minin voi jo jopa ostaa. Jos suhteellisen luotettavan pikkuprintterin perässä 180x180 alalla, hyvää on kaiku foorumeilla jälleen. Tämähän on myös miltei läjätty, vain torni pystyyn ja konfaus. Prusan makuun pääsee kokolailla helpommin kuin MK-sarja.
Ministä en ollut lähtöjäänkään kiinnostunut, nimenomaan isompi kone jos tulisi. Koronan jälkimaininki varmasti pistää ihan minkä vain uutuuden julkaisun pitkälle ensivuoteen. Ainakin fyysisen saatavuuden markkinoilla, kun jo MK3S kesti viikkotolkulla ennen koronaa. Katsotaan mitä Josef tekee, mutta huhuttu XL voisi kiinnostaa, tai yleensäkin iiiisompi kone.
******************
Joulukuu 2021 ja kone sanoo 5672m lakua ja 1600h. Vuodessa ei ole tullut paljoa noin 550m ja 80 tuntia. Kun kone tuli tikkasin 0.4 suuttimella 0.2-0.25 kerroksia ja lakua kului noin 2m tunti. Nyt kun 0.6 vedän käytännössä aina 0.4, jopa 0.5 korkeuksilla kulutus on yli 3 kertainen. Tuosta kun laskee keskiarvon sanoo 6.88m tunti!!
80h saa paljon pahaa aikaan ja muutama kuva tuotoksista..
Työnantajalle tein "taidetta" eli tälläisen noin 190cm korkean wanhoissa mainoksissa olleen ukkelin. Silmämunat, ympärystät ja suu oli helpoin printata. Samoin nuo kädet, koska olin niitä jo tehnyt pienemmässä kaavassa. 0.5 korkeus käy hyvin tämmöisiin, vedin lakan koko ukon päälle joka vielä tasoitti mukavasti.
Koko ukkelin muoto on peruja jo parin vuoden takaa. Tein näitä noin 25cm korkeita ukkeleita työkavereiden iloksi hyllyille ihmettelemään maailman menoa.
Näin joulupukkihommina tein lisää näitäkin. Osa pitää jääkiekkoa, jonka voi napata pois ja vaihtaa Tapparasta ilvekseen, tai firman logolla olevaan jne. Toisen ajatus oli nojailla suodattimeen tai vastaavaan, helppo tehdä erinäköisiä vaikka ukkeli sama.
CADissa ukkeleiden osat näyttävät tältä, useampia "aivoituksia" hiluista. Kun vastaavia tulostelee kannattaa tehdä sarjatuotantoa kun väriä vaihtaa. Yleensäkin jos on useampia projekteja tietyillä väreillä, haali ne aina samaan printtiin. Tehnyt printtaamalla nämä ukkelit kaikkineen, niin tarvitaan vain tippa pikaliimaa.
Suihkunkin kanssa tuli ongelma, kun ei ollut missään pidempiä kromirinkuloita. No mitäs siinä printteri laulamaan, ja emäntä oli tyytyväinen valkoisiin PETG jatkoihin :)
Näihin kuviin jälleen, likalle pitänee vielä muutama minecraft aiheinen joululahja värkätä. Alkaa olla 4 vuotta takana Prusan kanssa ilman suurempia ongelmia. Nekin jotka olleet itse aiheuttanut, eli ei pöllömpi laite.